Welcome to our Encon Solutions!
Why Condensate Recovery Matters ?
Steam is one of the most energy-intensive utilities used in industrial processes. However, after steam transfers its heat to the process, it turns into hot condensate—still rich in energy and treated water. Without recovery, this condensate is discharged, leading to significant energy and water losses.
The Encon Condensate Recovery System is engineered to recover this valuable condensate and return it to the boiler feed tank. This not only improves the energy balance of your steam system but also drastically reduces operating costs. Industries today are under pressure to become greener and leaner—and condensate recovery is the fastest, most cost-effective path to achieving that.
Call NowHow It Operates
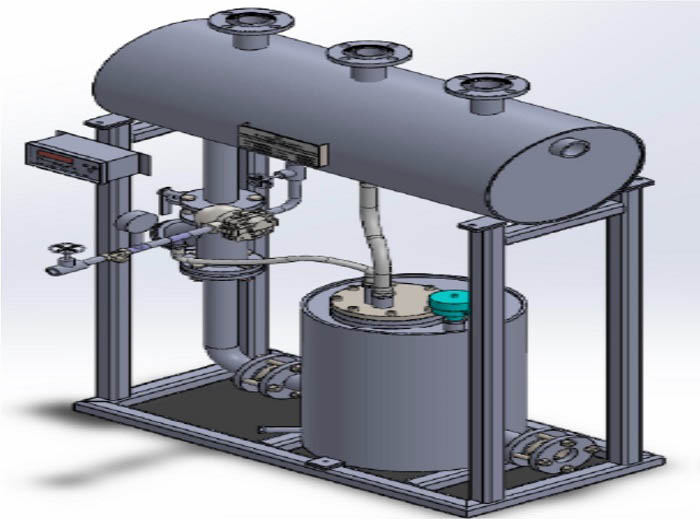
The system integrates with your steam network and operates through a simple yet highly efficient process:
Steam is used in process equipment such as heat exchangers, dryers, and reactors.
As steam condenses, condensate is collected via steam traps.
The hot condensate is directed to a condensate tank or pumping unit.
Depending on system design, condensate is pumped or flows by gravity back to the boiler feedwater tank.
The pre-heated water re-enters the boiler, reducing the fuel required for steam generation.
Because condensate is already treated and hot, reusing it conserves both thermal energy and water treatment chemicals.


Key Features & Advantages
Energy Savings & Fuel Reduction
Recovering condensate at high temperatures (80–100°C) reduces the energy required to heat boiler feedwater.
Every 6°C increase in feedwater temperature results in ~1% fuel savings.
Water & Chemical Conservation
Reduces the volume of cold make-up water needed.
Minimizes boiler blowdown frequency, conserving water and chemicals.
Zero Electricity Operation (in most models)
Uses steam pressure differential—no need for external power.
Optional steam-operated pumps for systems with low-return head.
Operational Safety & Reliability
Prevents thermal shock to the boiler.
Eliminates water hammer by avoiding condensate backlogs.
Operates under fluctuating loads with consistent performance.
Durability & Low Maintenance
Rugged carbon steel or stainless-steel construction.
Designed for 24/7 industrial usage.
Minimal moving parts mean low wear and tear.
Technical Specifications
| Parameter | Specification |
|---|---|
| Operating Pressure | Up to 14 kg/cm² |
| Max Temperature | 200°C |
| Hydro Test Pressure | 21 bar |
| Material of Construction | Carbon Steel / Stainless Steel |
| Available Sizes | 15 NB to 100 NB |
| End Connections | ANSI 150# Flanged |
| Power Source | Steam Pressure (optional pumping systems available) |
| Mounting Type | Floor-mounted / skid-mounted |
Note: Custom sizes and materials available based on process needs.

Industrial Applications
The Condensate Recovery System is widely used in all steam-reliant sectors where energy and water savings are essential. Suitable for:
Textile Plants – Yarn & fabric dyeing, drying, calendaring
Rice Mills – Parboiling systems, pressure cookers
Pharma Plants – Jacketed vessels, autoclaves, clean steam systems
Food & Beverage Plants – Pasteurizers, sterilizers, cookers
Solvent Extraction Units – Distillation columns and dryers
Plywood & Rubber Industries – Hot presses, curing lines
Boiler Houses – For centralized steam and condensate handling
Why Choose Encon?
Encon Solutions has installed more than 100+ condensate recovery units in just one year, helping Indian industries collectively save lakhs in fuel costs and reduce their environmental footprint.
What sets us apart:
🛠 Vertical Integration – In-house design, manufacturing & service
🔍 Precision Engineering – Built to deliver under the toughest industrial conditions
📞 Expert Support – Full commissioning, training, and post-installation service
📈 Guaranteed ROI – Most systems pay for themselves within 12–18 months
We don’t just sell equipment—we help build sustainable, efficient steam ecosystems that drive process performance.







Get in touch
For more questions or detailed assistance, feel free to reach out to us at Contact Us. We're here to help your rice mill operate more efficiently and sustainably!
Call us on
+91 8818046000